AM
tools support
subtractive machining
A number of new and benefi cial tooling solutions are being made possible via additive manufacturing
(AM). Andrew Allcock casts his eye over a recent representative sample, taking in Sandvik Coromant,
Kennametal and Ceratizit
Long-overhang tools suffer stability and
rigidity problems, resulting in vibration
and de ection that, in turn, lead to
surface nish issues and dimensional errors.
But extensive research and the development
of new tool manufacturing processes by
Sandvik Coromant (https://is.gd/uyodup) has
led to a solution that not only introduces
higher levels of process security but brings
about signi cant productivity gains.
The use of damped adaptors is well
known, but a limiting factor is the weight of
cutting tool that can be accommodated.
A conventional indexable-insert milling cutter
in, say, 50 mm diameter might weigh over
300 g. Such a mass makes it challenging for
this system to perform, especially in
extended-reach applications. Where limits are
tested, to ensure both geometric and surface
nish tolerance requirements, operators often
have little choice but to go slower, impacting
production schedules and pro tability.
And while there are some design changes
that can be adopted to help remedy the
situation – shorter distance between the
damper in the adaptor and a cutting edge or
purpose-designed insert grades and
geometries that deliver a light cutting action
and smooth cutting performance – it is
reduced cutter weight that will have the most
signi cant in uence.
Engineers at Sandvik Coromant
TOOLING 3D-PRINTED CUTTING INNOVATIONS
conceptualised ways in which cutter weight
might be reduced and a breakthrough was
achieved by considering AM as the cutter
body production process. The Lightweight
CoroMill 390 shoulder-mill was thus born and
announced earlier this year. A weight
reduction of some 80% was achieved plus
reduced process vibration and enhanced
material removal rate (MRR), but when
combined with a damped adaptor, facemilling
low-alloy steel (P2.5.Z.HT, 290Hb)
saw productivity increased by 200% versus a
standard CoroMill 390 (both 50 mm
diameter). The trial was conducted on an
Okuma MA-550VB vertical machining centre,
employing large radial cutter
engagements (80-100% of
cutter diameter).
In more detail, the weight
of the tool assembly was
reduced from 317 to 66 g,
with that contributing to an
enhanced MRR of 129 cm3/
min, in comparison with 43
cm3/min for the standard
CoroMill 390 tool. The
cutting data was identical for
both cutters: 1,273 rpm
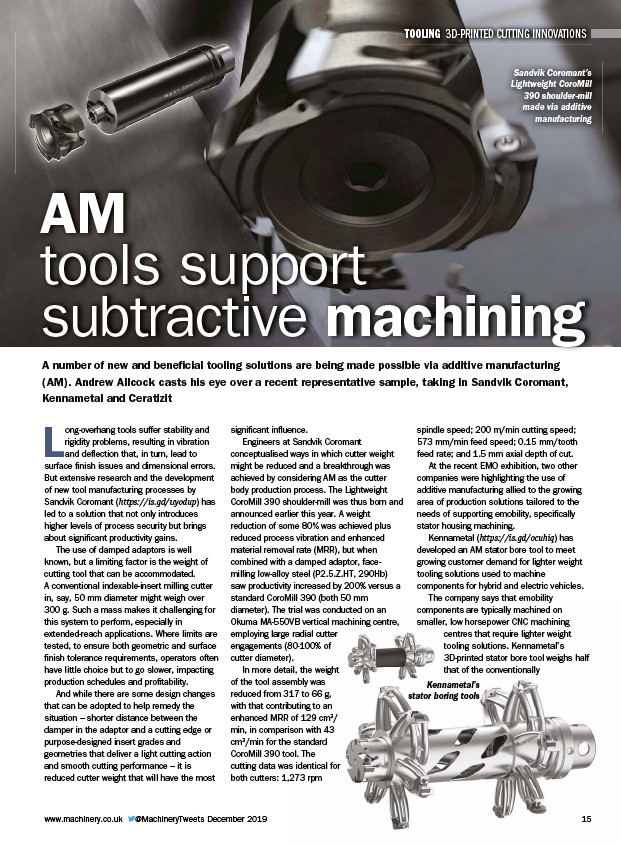
Sandvik Coromant’s
Lightweight CoroMill
390 shoulder-mill
made via additive
manufacturing
spindle speed; 200 m/min cutting speed;
573 mm/min feed speed; 0.15 mm/tooth
feed rate; and 1.5 mm axial depth of cut.
At the recent EMO exhibition, two other
companies were highlighting the use of
additive manufacturing allied to the growing
area of production solutions tailored to the
needs of supporting emobility, speci cally
stator housing machining.
Kennametal (https://is.gd/ocuhiq) has
developed an AM stator bore tool to meet
growing customer demand for lighter weight
tooling solutions used to machine
components for hybrid and electric vehicles.
The company says that emobility
components are typically machined on
smaller, low horsepower CNC machining
centres that require lighter weight
tooling solutions. Kennametal’s
3D-printed stator bore tool weighs half
that of the conventionally
Kennametal’s
stator boring tools
www.machinery.co.uk @MachineryTweets December 2019 15
/uyodup)
/ocuhiq)
/www.machinery.co.uk