LEAD FEATURE ADDING VALUE WITH ADDITIVE MANUFACTURING
nylon parts manufactured externally.
Says Turner: “Nylon is a standard bearing cage
material, so we thought that if we stick to a nylon cage
for the split bearings that normally use metal, with
additive manufacturing we can get a lot more complexity;
we won’t have to worry so much about the manufacturing
process and can focus on the optimum geometry for a
bearing cage. A cage having pockets for the rollers is a
complex shape, so you have to dumb it down as much
as possible to suit the production process and make it
capable.”
And with a split bearing, the cage must also have
some sort of locking mechanism that allows for the
system’s assembly onsite. “That adds another level of
complexity,” he adds. Additive manufacturing allows
much more freedom here, too. The result was a nylon
cage design that is a drop-in replacement for the
pressed metal part, but which allows for the
incorporation of a greater number of rollers. Improved
performance is the immediate gain, meaning either
longer life or higher radial load, say, up to five times life
or 70% greater respectively. There are other benefits,
such as the fact that it cannot go out of round, so no
vibration or noise. And although it is nylon, not bronze, it
is in fact stronger, Turner highlights.
LOW COST, HIGH PERFORMANCE
The cage, incidentally, represents just 10% or less of the
cost of a bearing, so offers a leverage on performance
that is well out of proportion to that. Easy, then, build a
business on providing an upgrade to existing bearings
supplied by others. Well, no. Perhaps not surprisingly, the
players in the split bearing manufacture and supply area
weren’t so keen on Bowman piggybacking off their
installed base. But they couldn’t copy, because the
design had been patented. So, existing players didn’t
want to work with Bowman on replacement business and
didn’t want to, or couldn’t, pursue a similar product
design route. “So, just over a year ago, in early 2018, we
decided to make our own complete split bearing
product,” Turner says.
Having made that decision, the design could be taken
on further, with the addition of axial load-bearing races
now added to the cage – previously these would have
been separate. Once again, this allows for a
performance improvement, this time by allowing for the
use of both more and longer rollers. “By adding these
rollers in, the axial load capacity is 10 times what it
would have been,” the head of additive production
underlines.
The predictability of this incorporation also means
that it is possible to undertake accurate ‘L10’ life
performance calculations, too, it is underscored – not
possible for the multi-part solution, due to the variability
it displays. “By redesigning the whole system, from the
3D-printed cage up, the whole thing becomes a
completely different beast, but also becomes cheaper to
manufacture, because of what we have been able to do
with tolerances and so on,” Turner confirms.
The company therefore has two products, the drop-in
replacement design and a redesigned split bearing
design. It is active in the former at the large end of the
split bearing market, say 40”, avoiding a bill of several
tens of thousands of pounds for users (bearings up to
6’ can be produced, in fact). It is also starting out with
the latter, which in addition to its performance benefits,
also offers a part count reduction for bearings up to and
including 6” of 75%, taking in 10 bearing sizes and 70
shaft sizes, so meaning much lower stockholding. But
it’s a slow ramp-up for production with stock being
supplied slowly, so as not to overrun existing production
capacity for, ironically, the outsourced complex machined
castings, rather than the additively manufactured plastic
cages. The cages can easily be made within the twothree
week lead time of a typical split bearing, so during
the lead time of the metal parts.
In terms of manufacture, today the company uses a
single, £300,000 HP Jet Fusion 4200 unit (https://is.gd/
qunopa), not the original SLS machine, and is able to
nest different parts, making kits of components, as
required. Scalability is easy – machine lead time is three
to four weeks – with no call for high skill labour, as would
be the case for, say, 5-axis machining. And the company
is anticipating setting up a new, dedicated building once
ramp-up starts, with perhaps 10-15 machines housed
there in five years.
On material, there’s no supply issue; it is purchased
from HP and traceable back to the manufacturer – BASF,
Plastic AM
parts for both
the main and
axial load cages
allow for more
rolling elements
than does a
metal cage
contruction
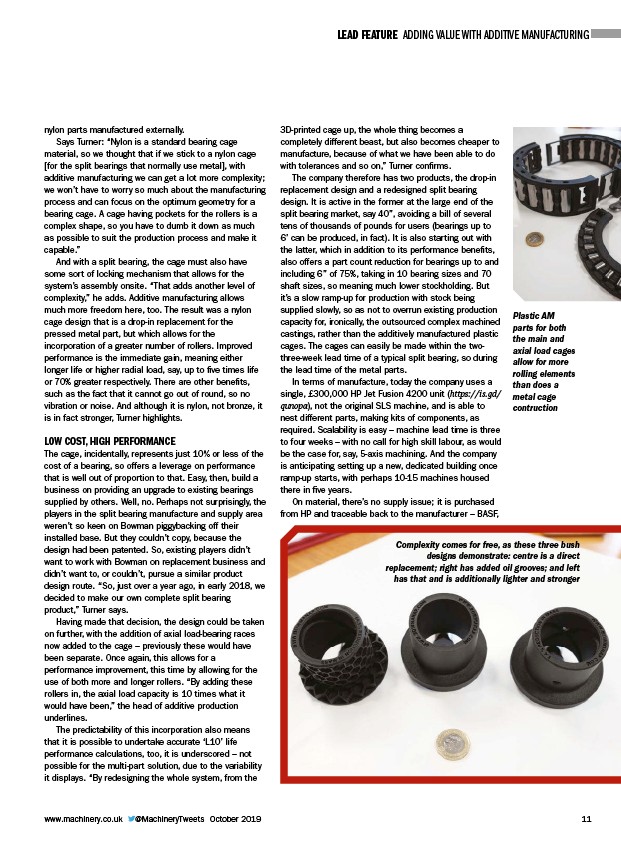
Complexity comes for free, as these three bush
designs demonstrate: centre is a direct
replacement; right has added oil grooves; and left
has that and is additionally lighter and stronger
www.machinery.co.uk @MachineryTweets October 2019 11
/
/www.machinery.co.uk