ENGINEER TO ENGINEER
15 The number of sites
using the new system 1995 When the
contract began
CKF Systems automates temperaturecontrolled
manual handling process at
the Rick Bestwick Chester�� eld facility
CKF Systems was recently
commissioned to automate a process
within the Rick Bestwick Chester�� eld
facility to reduce
the manual handling
requirements of the
blast freezing process,
increasing safety
and streamlining
processes.
Temperaturecontrolled
storage
industry �� rm Rick
Bestwick receives
palletised cases
from customers in
a chilled condition
which require blast
freezing for storage.
To allow e�� cient
blast freezing, there has to be a suitable
air�� ow through the entire pallet, but
on receipt the cases are palletised one
on top of the other, allowing no air�� ow
between the layers.
Operators were previously required
to manually remove cases from the
inbound pallets and place them on to
a new pallet, inserting freezer spacers
between each layer. This manual
task was said to be extremely time
consuming, as well as awkward: cases
frequently reached weights of up to
25kg and the layer cards were large and
unwieldy.
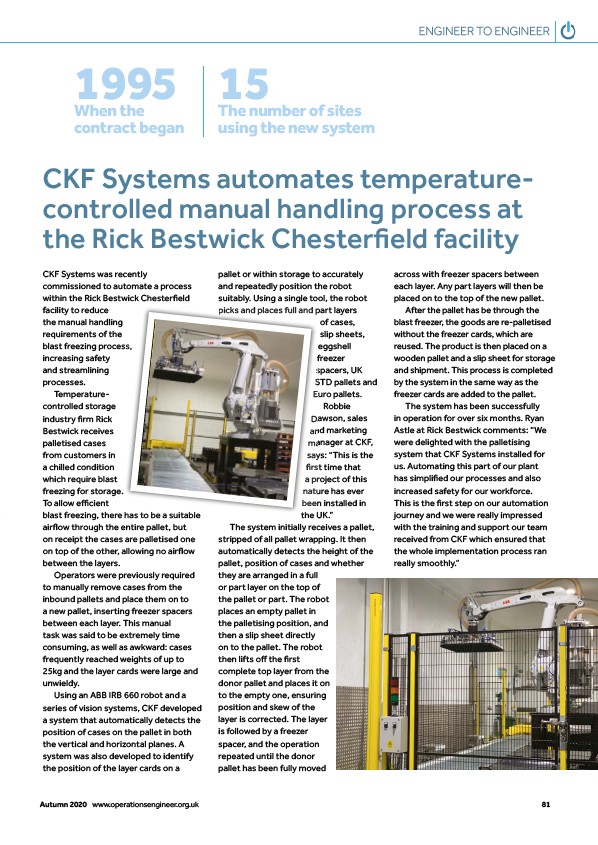
Using an ABB IRB 660 robot and a
series of vision systems, CKF developed
a system that automatically detects the
position of cases on the pallet in both
the vertical and horizontal planes. A
system was also developed to identify
the position of the layer cards on a
pallet or within storage to accurately
and repeatedly position the robot
suitably. Using a single tool, the robot
picks and places full and part layers
of cases,
slip sheets,
eggshell
freezer
spacers, UK
STD pallets and
Euro pallets.
Robbie
Dawson, sales
and marketing
manager at CKF,
says: “This is the
�� rst time that
a project of this
nature has ever
been installed in
the UK.”
The system initially receives a pallet,
stripped of all pallet wrapping. It then
automatically detects the height of the
pallet, position of cases and whether
they are arranged in a full
or part layer on the top of
the pallet or part. The robot
places an empty pallet in
the palletising position, and
then a slip sheet directly
on to the pallet. The robot
then lifts o�� the �� rst
complete top layer from the
donor pallet and places it on
to the empty one, ensuring
position and skew of the
layer is corrected. The layer
is followed by a freezer
spacer, and the operation
repeated until the donor
pallet has been fully moved
across with freezer spacers between
each layer. Any part layers will then be
placed on to the top of the new pallet.
After the pallet has be through the
blast freezer, the goods are re-palletised
without the freezer cards, which are
reused. The product is then placed on a
wooden pallet and a slip sheet for storage
and shipment. This process is completed
by the system in the same way as the
freezer cards are added to the pallet.
The system has been successfully
in operation for over six months. Ryan
Astle at Rick Bestwick comments: “We
were delighted with the palletising
system that CKF Systems installed for
us. Automating this part of our plant
has simpli�� ed our processes and also
increased safety for our workforce.
This is the �� rst step on our automation
journey and we were really impressed
with the training and support our team
received from CKF which ensured that
the whole implementation process ran
really smoothly.”
Autumn 2020 www.operationsengineer.org.uk 81
/www.operationsengineer.org.uk